
Paper Organizers International:
A Fictitious Six Sigma Green Belt
Case Study. I
Dana Rasis,
1
Howard S. Gitlow,
2,
*
and Edward Popovich
3
1
Agilent Technologies, 11625 Community Center Dr., #1228,
Northglenn, CO 80233
2
Department of Management Science, Institute for the Study of
Quality, School of Business Administration, University of Miami,
Coral Gables, FL 33124
3
President, Sterling Enterprises International, Inc., P.O. Box 811002,
Boca Raton, FL 33481-1022
ABSTRACT
“Six Sigma” management is in vogue in many of the world’s largest and most
successful corporations. However, for all of its popularity, there is much confusion
as to the exact structure of a Six Sigma project. The purpose of this article is to
present the first part of a detailed, step-by-step case study of a simple Six Sigma
Green Belt project. This part of the case study presents the Define and Measure
phases of the define-measure-analyze-improve-control (DMAIC) method for
improving a process.
Key Words: Six Sigma; Case study; Green Belt; Define-measure-analyze-
improve-control method
DEFINITION OF SIX SIGMA
MANAGEMENT
“Six Sigma” management is the relentless and rigorous
pursuit of the reduction of variation in all critical processes
to achieve continuous and breakthrough improvements that
impact the bottom-line or top-line of the organization and
increase customer satisfaction, commitment, and loyalty. It
is an organizational initiative designed to create manu-
facturing, service and administrative processes that
produce no more than 3.4 defects per million opportunities
(DPMO). The improvement method employed in Six
Sigma initiatives to achieve this high standard of quality is
called the DMAIC method, or the define-measure-analyze-
127
Copyright q 2002 by Marcel Dekker, Inc. www.dekker.com
*
Quality Engineering, 15(1), 127–145 (2002–03)
improve-control (DMAIC) method. The elements of each
step of the DMAIC method are shown below:
(1) Define phase: The define phase establishes the
rationale for a Six Sigma project. This requires
understanding the relationships between suppliers-
inputs-process-outputs-Customers (SIPOC), gathering
and analyzing “Voice of the Customer” data (that is,
identifying the issues or concerns important to
customers, called critical-to-quality (CTQ) variables,
and preparing a business case (rationale for doing the
project) with a project charter.
(2) Measure phase: The measure phase involves
studying and understanding the CTQs. This requires
developing operational definitions for each CTQ variable
(develop definitions for each CTQ that have the same
meaning to all users of the definition), performing a
Gauge Repeatability and Reproducibility (R&R) study
for each CTQ (determine if the measurement system is
appropriate for the needs of the study), and establishing
baseline capabilities for each CTQ. Additionally, the
measure phase involves determining key measures for
upstream suppliers, inputs, and processes, and collecting
baseline data for those measures, if they exist.
(3) Analyze phase: The analyze phase involves
identifying the upstream Xs for each CTQ, operationally
defining each X, performing a Gauge R&R analysis for
each X, establishing a baseline for each X, controlling the
Xs for each CTQ, identifying the major noise variables
for each CTQ, and understanding the effect of the Xs
on each CTQ. Data mining and screening experimental
designs help determine the “vital few” Xs for each CTQ.
(4) Improve phase: The improve phase optimizes the
relationship between the CTQs and “vital few” Xs. This
requires designing experiments to understand the relation-
ship between CTQs and high risk Xs and major noise
variables, generating the actions needed to implement the
optimal levels of the “vital few” Xs that optimize the
spread, shape, and center of the CTQs, developing action
plans, and conducting pilot tests of the actions.
(5) Control phase: The control phase involves
locking-in the improvements from a Six Sigma project
and transferring them to the process owner. This requires
avoiding potential problems in Xs with risk management
and mistake proofing, standardizing successful actions in
respect to the Xs and CTQs by developing, documenting,
and implementing process control plans for all high risk
Xs and CTQs. Additionally, the control phase involves
institutionalizing and leveraging successful pilot tests
with other areas in the organization, and transferring
ownership of the improved process, products, or services
to the process owner.
It is a common practice to teach Six Sigma Black Belt
training in 4 sessions of 5 days each separated by
3 weeks. The first week session covers the Define and
Measure phases of the DMAIC model. The second week
session covers the Analyze phase of the DMAIC model.
The third week session covers more of the Analyze phase
and the Improve phase of the DMAIC model. The fourth
week session covers the Control phase of the DMAIC
model and future steps. Green Belt training is covered in
2 sessions of 5 days each, separated by 3 weeks. This
article focuses on the Define and Measure phases of a Six
Sigma case study appropriate for the first week of Six
Sigma Black Belt training.
This article distinguishes between Black Belt and
Green Belt Six Sigma projects on the basis of five
criteria. Green Belt projects tend to be less involved
(e.g., they have one CTQ and few Xs), do not deal
with political issues, do not require many organiz-
ational resources, do not require significant capital
investment to realize the gains identified during the
project, and utilize only basic statistical methods. On
the other hand, Black Belt projects tend to deal with
more complex situations that may involve two or more
CTQs and many Xs, may involve substantial political
issues, or are cross-functional in nature, require
substantial organizational resources, may need sub-
stantial capital investment to realize the gains made
during the project, and utilize sophisticated statistical
methods. Candidates for Green Belt training are
individuals who are able to dedicate approximately
25% of their time to project work. Often the project
work is focused on processes within or related to the
area in which they currently work. Ideally Black Belt
candidates are those who will be able to dedicate 100%
of their time to one or more Six Sigma projects.
This article assumes that the reader is familiar with all
the tools and methods discussed in the paper, for
example, Quality Function Deployment (QFD), Kano
surveys, Gauge R&R studies, capability analysis, control
charts, probability distributions, to name a few. Readers
unfamiliar with the tools and methods discussed are
referred to Breyfogle,
[1]
Gitlow,
[2]
and Gitlow, Oppen-
heim, and Oppenheim.
[3]
BACKGROUND OF PAPER
ORGANIZERS INTERNATIONAL
Purpose
The purpose of this article is to present the define and
measures phases of a fictitious application of the DMAIC
Rasis, Gitlow, and Popovich128

model to be used as an educational aid by those
individuals interested in learning the structure of a simple
Six Sigma project, called a Green Belt project. The
fictitious case study is presented below.
The Company
Paper Organizers International (POI) offers a full
range of filing, organizing, and paper shuffling services.
To accomplish these tasks, POI purchases Metallic
Securing Devices
*
(MSDs), staplers, hole punchers,
folders, three-ring binders, and a full range of related
products to serve its customers’ paper handling needs.
The employees, or internal customers, of POI use MSDs
to organize piles of paper pending placement into folders
or binders.
The Purchasing Department of POI has noticed an
increase in complaints from employees in the Paper
Shuffling Department (PSD) about MSDs breaking and
failing to keep papers together. This creates opportunities
for client papers to be mixed together. The Purchasing
Department would like to improve the process for
purchasing MSDs to eliminate complaints from employ-
ees in the PSD.
Origin of the MSD Six Sigma Project
The POI’s mission statement is “Put the Right
Information in the right Place,” RIP it! To accomplish
this mission, POI has established a cascading set of
business objectives and business indicators, which
ultimately result in potential Six Sigma projects, see
Table 1.
The monthly production costs in the PSD are shown
on the Individuals and Moving Range chart in Fig. 1
below, and the next to last row in the fourth column in
Table 1.
Figure 1 shows that production costs are stable (no
special causes such as points beyond a control limit or
too many runs up and down, etc.) in the PSD with an
average monthly cost of $1,096,880.00 and a standard
deviation of $116,672 ðR– bar=d
2
¼ 111; 672=1:128Þ:
Additionally, production costs are approximately nor-
mally distributed, see Fig. 2. Team members discovered
that PSD management considers monthly production
costs to be very high given the volume of work being
processed by the department.
Table 1
POI’s Business Objectives and Indicators with Potential Six Sigma Projects
President Director of Paper Shuffling Department
Business Objectives Business Indicators Area Objectives Area Indicators
Potential Six
Sigma Projects
Increase the number of
orders
# Orders/month (c-chart) Increase the number of
orders in PSD
# Orders in PSD/month
(c-chart)
New customer pro-
motions project
Increase the number of
POI services (filing,
organizing, etc.)
utilized by each
customer
1. Average # of
services utilized per
customer/quarter
Increase the number of
services utilized by
each customer in PSD
1. Average # of services
utilized per PSD
customer/quarter
Existing customer
promotions
project
2. Standard deviation
of number of services
utilized per customer/
quarter (x-bar and
s chart)
2. Standard deviation of
number of services
utilized per PSD
customer/quarter
(x-bar and s chart)
Minimize production
costs
Production costs/month
(I and MR chart)
Minimize production
costs in PSD
Production costs in
PSD/month (Fig. 1:I&
MR chart)
MSD quality
project
Eliminate employee
complaints
# of employee
complaints/month
(c-chart)
Eliminate employee
complaints from PSD
# of employee complaints
from PSD/month
(c-chart)
Employee morale
project
*
The idea for a Six Sigma case study focusing on Metallic
Securing Device (MSD) was adapted from Cordis Corpor-
ation’s (A Division of Johnson and Johnson) Six Sigma training
manuals which were developed by Oriel Inc. (Madison, WI).
Metallic Securing Devices (MSDs) are paper clips.
Six Sigma Case Study. I 129

The four potential Six Sigma projects shown in the
right-most column of Table 1 are prioritized for attention
in Table 2. Table 2 is a QFD type matrix that weights the
importance of each potential Six Sigma project to each of
POI’s business objectives.
The cell values are assigned by top management and
are defined as follows: 0: No relationship, 1: Weak
relationship, 3: Moderate relationship, and 9: Strong
relationship. The Finance Department developed the
importance weights for each business objective to
maximize the impact of Six Sigma projects on the
bottom-line of the organization. Consequently, the most
critical project in respect to the business objectives is the
MSD quality project, see 4.95 in the last row of Table 2.
The Champion and Process Owner of the “MSD process”
prepared an initial project charter. It presented the
business case for the MSD quality project to the members
of the MSD quality project team.
Figure 1. Individual and moving range chart of monthly production costs in the Paper Shuffling Department.
Figure 2. Distribution of monthly production costs in the PSD.
Rasis, Gitlow, and Popovich130

DEFINE PHASE
The define phase has three components: prepare a
business case with a project charter, do a SIPOC analysis,
and conduct a “Voice of the Customer” analysis.
Prepare a Business Case with a Project
Charter
Preparing a business case with project charter requires
team members to answer the following partially
redundant questions. The redundancy in the questions
helps team members distill the critical elements of the
business case.
(1) Question: What is the name of the process?
Answer: The MSD Purchasing Process. The first step
in the supply chain for the “MSD process” is the process
for purchasing MSDs; hence, the first operation to be
investigated by MSD quality project team members is the
process for purchasing MSDs. Team members may study
other factors that affect the quality of MSDs such as
method of use or shelf life at a later time.
(2) Question: What is the aim of the process?
Answer: The aim of the purchasing process as it
relates to this project is to purchase MSDs that improve
the productivity and morale of the employees in the PSD.
(3) Question: What is the business case
(economic rationale) for the project?
Question 3 is answered by addressing the following
sub-questions.
(3a) Question: Why do the MSD project at all?
Answer: According to a judgment sample of three
employees and two managers from the PSD, team
members determined that MSDs that cannot withstand
four or more bends are unacceptable because they are
unlikely to remain intact throughout the paper shuffling
processes and will not hold papers tightly; this is called
durability. Defective MSDs create costs for POI, for
example: (a) papers from different clients may get mixed
together if not properly bound requiring additional
processing time, (b) employees may have to use multiple
MSDs for one project creating additional material costs,
and (c) employees get frustrated and do not perform their
jobs efficiently and productively increasing labor costs.
Additionally, team members discovered that a large
proportion of the boxes containing MSDs arrive to the
PSD with five or more broken MSDs; this is called
functionality. This creates additional processing costs for
POI, for example, (a) increased unit costs and (b)
frustrated and nonproductive employees and managers.
Team members used the same judgment sample as above
and determined that approximately 60% of individual
MSDs do not meet durability criteria and 60% of MSD
boxes do not meet functionality criteria; see the survey
questionnaire in Table 3 and the data matrix in Table 4.
Table 2
Prioritization of Six Sigma Projects
Potential Six Sigma Projects
Business Objectives Weights
New Customer
Promotions
Project
Existing Customer
Promotions
Project
Metallic Securing
Devices Quality
Project
Employee
Morale
Project
Increase the number of orders 0.35 3 3 0 0
Increase the number of POI services
utilized by each customer
0.10 1 3 0 0
Minimize production costs 0.40 0 0 9 3
Eliminate employee complaints 0.15 0 0 9 9
Weighted average of potential six
sigma projects
1.15 1.35 4.95 2.55
Six Sigma Case Study. I 131

(3b) Question: Why do the MSD project now?
Answer: The PSD is experiencing very high monthly
production costs, see Figs. 1 and 2. Also, internal
customers, including managers and hourly employees,
are submitting an increased number of complaints: 14 in
the first quarter, 18 in the second quarter, and 32 in the
third quarter, as recorded in the Purchasing Department’s
complaint log for the fiscal year 2000. There are 100
hourly workers in the PSD.
(3c) Question: What business objectives are
supported by the MSD quality project?
Answer: The MSD project is most strongly related to the
“minimize production costs (see Table 2)” and “eliminate
employee complaints” business objectives, see Table 1.
(3d) Question: What are the consequences of
not doing the project?
Answer: The consequences of not doing the project
are decreased profit margins due to higher production
costs and increased employee complaints due to
frustration with materials.
(3e) Question: What projects have higher or
equal priority?
Answer: At this time, the MSD quality project has the
highest priority, see Table 2.
(4) Question: What is the problem statement?
What is the pain?
Answer: Low quality MSDs create additional
production costs and employee frustration.
(5) Question: What is the goal (desired state) for
this project?
Answer: The Champion and Process Owner of the MSD
process initially determined that a 100-fold improvement in
MSD quality (durability and functionality) should be the
goal for the Six Sigmaproject
*
. They derived the concept of
a 100-fold improvement from Motorola’s 1986 stated
improvement rate of 10-fold every 2 years, or a 100-fold
every 4 years during the kickoff of the Six Sigma effort.
Since 100-fold improvement means the DPMO would
decrease from 600,000 to 6,000, and a DPMO of 6210
represents a 4-sigma process, team members decided to use
4-sigma as the goal for the MSD project.
(6) Question: What is the project scope?
Question 6 is answered by answering the following
sub-questions.
(6a) Question: What are the process
boundaries?
Answer: The starting point for the project is when the
Purchasing Department receives purchase orders from
the PSD. The stopping point for the project is when the
PSD places MSDs into inventory.
(6b) Question: What, if anything, is out-of-
bounds?
Answer: The project team cannot change the way
employees handle or use MSDs.
(6c) Question: What resources are available for
the project?
Answer: The budget for the MSD project is
$30,000.00. This includes estimated hourly salaries of
*
A 100-fold improvement for this project is an arbitrary
numerical goal and conflicts with Dr. W. Edwards Deming’s 14
points for management. (3, p 19–36; 4; 5; 6).
Table 3
Survey Questionnaire
Survey
Name:
1. Please estimate the percentage of MSDs that cannot
withstand 4 or more bends
2. Please estimate the percentage of MSD boxes that contain
greater than 5 broken MSDs
Table 4
Survey Data
Survey
Number
Response
Q1
Response
Q2
15570
25055
36065
46560
57050
Average 60 60
Rasis, Gitlow, and Popovich132

project participants. Team members, Brian Mercurio,
and Jeremy Pressman, are the only project participants
that will incur additional job responsibilities as result of
the project. Budget estimates show “opportunity cost”
and “hard costs (see Table 5).” The estimated hard costs
($10,500) and total costs ($26,040) are less than the
budget of $30,000.
(6d) Question: Who can approve expenditures?
Answer: Only the Process Owner, Dana Rasis, can
approve expenditures.
(6e) Question: How much can the team spend
beyond $30,000.00 without seeking additional
authority?
Answer: Nothing.
(6f) Question: What are the obstacles and
constraints of the project?
Answer: The team must work within a $30,000 budget
and a 21 week time constraint.
(6g) Question: What time commitment is
expected of team members?
Answer: Team members are expected to be present at
weekly Friday morning meetings from 8:00 a.m. to 9:00
a.m. Team members are also expected to provide
progress of project tasks at each meeting. Completion of
project tasks may require additional hours of work per
week.
(6h) Question: What will happen to each team
member’s regular job while he or she is working
on the project?
Answer: If any, overtime hours will be compensated
for team members and support staff. Note: The
estimated rate for overtime labor is 1.5 times normal
labor. Overtime labor is not included in the budget in
Table 5.
(6i) Question: Is there a Gantt chart for the
project?
Answer: A Gantt chart is shown in Table 6.
(7) Question: What are the benefits of the
project?
Answer: The soft benefits of the project include
eliminating complaints from the PSD and increasing
employee morale. The hard (financial) benefits of the
project are minimizing labor costs and material costs.
The hard cost benefits are estimated below.
The labor costs of the current and proposed systems
are presented in Table 7.
Hence, the annual savings on labor costs from
improving MSD purchasing process is $296,900
($300,000 2 $3,100). The PSD incurs a 10% annual
employee turn over. To capitalize on savings in labor
costs, the department will now higher 4 new employees
instead of 10 new employees, for a savings of 6 full-time
employees ($296,900/$25 ¼ 11,876 hr; 11,876/40 hr per
week/50 weeks per year ¼ 5.938 ¼ , 6 employees
saved). Note: Alternatively, the PSD may now serve
more customers with their current employee base.
Table 5
Estimated Labor Costs for the Project
Name Position
Estimated
Salary/Hour
Expected Number
of Hours Per Week
Expected Opportunity
Costs for 21 weeks
Expected Hard
Costs for 21 weeks
(Direct Labor Costs)
Howard Gitlow Champion $100 2 $4,200
Dana Rasis Process owner $50 2 $2,100
Bettina Arguelles Black belt $50 5 $5,250
Brian Mercurio Team member $25 10 $0 $5,250
Jeremy Pressman Team member $25 10 $0 $5,250
Lindsey Barton Finance rep. $45 2 $1,890
Mary Montano IT rep. $50 2 $2,100
Total $15,540 $10,500
Six Sigma Case Study. I 133

The material costs of the current system are shown in
Table 8.
Hence, the annual savings on material costs from
improving MSD purchasing process is $44,820
($75,000 2 $30,180). This yields an annual total hard
benefit savings of $341,720.00.
(8) Question: What are the roles and
responsibilities of team members?
Answer: The roles and responsibilities of team
members are shown in Table 9.
Do a SIPOC Analysis
The second part of the define phase requires that team
members perform a SIPOC analysis. A SIPOC analysis is
a simple tool for identifying the Suppliers and their
Inputs into a Process, the high level steps of a process, the
Outputs of the process, and the Customers’ segments
interested in the outputs. A SIPOC analysis of POI’s
Purchasing Department is shown in Fig. 3. A Flow Chart
is shown in Fig. 4.
Conduct a “Voice of the Customer” Analysis
The third part of the define phase involves team
members collecting and analyzing “Voice of the
Customer” data. Voice of the Customer data include
verbal or written information collected from a sample of
users, in a selected market segment. The questionnaire
used to collect data from users of MSDs in the PSD is
shown in Table 10.
Team members analyze the Voice of the Customer data
by market segment (see column 1 of Table 11). Next, they
use all the raw Voice of the Customer data points (see
Table 6
Gantt Chart for the Metallic Securing Devices Project
Week
Steps Response 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21
Define BA X X X X X
Measure BA X X
Analyze BA X X X
Improve BA XXXXXXX
Control BA XXXX
Table 7
Labor Costs
100 employees in the Paper Shuffling Department
£ 40 hr/week/paper shuffling employee
£ 10% of time devoted to clipping
@ 400 hr/week devoted to clipping in PSD
£ $25/hour/paper shuffling employee
$10,000/week devoted to clipping
£ 50 weeks/year
$500,000/year devoted to clipping
£ 0.60 defective clips (judgment sample estimate of durability of the current system). Broken clips are not selected
for use on jobs. This makes 0.6 a conservative estimate of the percentage of defective clips in the current system.
Note: This conservative estimate does not include problems arising from defective clips not detected until after
they have been used and have caused failure on the job
$300,000/year on defective clipping for current system
£ 0.0062 defective clips (durability of the proposed system). Again, broken clips are not selected for use on jobs
$3100/year on defective clipping for proposed system
Rasis, Gitlow, and Popovich134

column 2 of Table 11) to create affinity diagram [4, p. 83–
89] themes, called focus points (see bold face numbers
linking columns 2 and 3 in column 3 in Table 11). Next,
team members identify the engineering issue underlying
each focus point, called cognitive issues (see column 4 in
Table 11). Then, team members convert each cognitive
issue into one or more quantitative engineering variables,
called CTQ variables (see column 5 in Table 11). Finally,
team members develop technical specifications for each
CTQ (see column 6 of Table 11).
A Kano questionnaire (see Table 12) is a tool used by
team members to classify a set of CTQs (see column 1 in
Table 12) into an appropriate Kano quality category (see
columns 2 and 3 in Table 12) from a large sample of
regular users of a product, service, or process. There are
six common Kano categories.
1. One-Way (O)—User satisfaction is proportional
to the performance of the feature; the lesser the
performance, the lesser the user satisfaction, and
the more the performance, the more the user
satisfaction.
2. Must-Be (M)—User satisfaction is not pro-
portional to the performance of the feature; the
lesser the performance, the lesser the user
satisfaction, but high performance creates feel-
ings of indifference to the feature.
3. Attractive (A)—Again, user satisfaction is not
proportional to the performance of the feature; low
levels of performance create feelings of indiffer-
ence to the feature, but high levels of performance
create feelings of delight to the feature.
4. Indifferent (I)—User does not care about the
feature.
5. Questionable (Q)—User’s response does not
make sense (e.g., delighted if feature is present
and delighted if feature is absent).
6. Reverse [R]—User offers responses opposite the
responses expected by individuals conducting the
Kano survey (e.g., “do not like it” if feature is
present and “delighted” if feature is absent).
Additionally, team members use a Kano questionnaire
to classify CTQs into their appropriate Kano cost
category (see column 4 in Table 12). There are three
common Kano cost categories.
1. Approximately, 80% of users are willing to pay at
least a 10% cost increase for a new feature or a
Table 8
Material Costs
100 employees in the paper shuffling department
£ 60 projects/week/paper shuffling employee
£ 50 weeks/year
@ 300,000 projects/year requiring 3,000,000 MSDs (10 clips
per project on average)
£ 0.60 defective clips (judgment sample estimate of current
system)
7,500,000
a
clips must be used to complete 300,000 projects
£ 0.01/clip
@ $75,000/year on clips in current system
£ 0.0062 defective clips (proposed system)
3,018,000
b
clips must be used to complete 300,000 projects
£ .01/clip
@ $30,180/year on clips in proposed system
a
Note: 1=ð1 2 0:6Þ¼2:5 clips needed to get a good clip. So,
3; 000; 000 £ 2:5 ¼ 7; 500; 000:
b
Note: 1=ð1 2 0:0062Þ¼1:006 clips needed to get a good clip. So,
3; 000; 000 £ 1:006 ¼ 3; 018; 000:
Table 9
Roles and Responsibilities
Project name: MSD purchasing process.
Stakeholder
Role Responsibility Signature Date Supervisor’s Signature
Champion Howard Gitlow HG 9/1/2000 U
Process owner Dana Rasis DR 9/1/2000 U
Team leader Bettina Arguelles BA 9/2/2000
Team member 1 Bryan Mercurio BM 9/3/2000
Team member 2 Jeremy Pressmen JP 9/3/2000
Finance rep Lindsey Barton LB 9/4/2000 U
IT rep Michelle Montano MM 9/4/2000 U
Six Sigma Case Study. I 135

new product or service, above current offerings of
products or services.
2. Approximately, 60% of users are willing to pay at
least a 10% cost increase for a new feature or a
new product or service, above current offerings of
products or services.
3. Approximately, 10% of users are willing to pay a
10% cost increase for a new feature, or a new
product or service, above current offerings of
products or services.
The above questionnaire was given to the 100 paper
shufflers in the PSD. Table 13 is used to classify the
survey responses from each of the 100 paper shufflers for
each of the CTQs into their Kano categories.
For example, if one of the paper shufflers answered
the Kano survey about durability as is shown in Table 14,
then the CTQ would be classified as “Attractive” for that
paper shuffler, see Table 13 for classification table.
The responses for the 100 paper shufflers are tabulated
in Table 15.
Durability is a must-be quality characteristic and its
presence is required to achieve employee indifference.
Its absence creates employee dissatisfaction. The PSD is
not willing to pay more for durable MSDs. Functionality
is a one-way quality characteristic. Its absence is related
to employee dissatisfaction and its presence is related to
employee satisfaction. The PSD is not willing to pay
more for functional MSDs. Color is an indifferent quality
characteristic. The PSD employees do not care about it
and are not willing to pay more for MSDs that are
uniform in color.
The final step of a Voice of the Customer analysis is to
define each CTQ (see Table 16).
Returning to the first part of the define phase, team
members can now define the project’s objectives.
Project Objective 1: Decrease (direction) the percen-
tage of MSDs that cannot withstand four or more
bends without breaking (measure) bought by the
Purchasing Department (process) to 00.62% (goal)
by January 1, 2001 (deadline). Go for 4-sigma!
Project Objective 2: Decrease (direction) the percen-
tage of boxes of MSDs with more than five broken
clips (measure) bought by the Purchasing Depart-
ment (process) to 00.62% (goal) by January 1, 2001
(deadline). Go for 4-sigma!
A correlation exists between the project objectives. A
broken MSD cannot withstand four or more bends
because it is already broken. Improving the percentage of
functional MSDs per box will increase the percentage of
MSDs that can withstand four or more bends.
MEASURE PHASE
Themeasurephasehasthreesteps;theyare:
operationally define the CTQs, perform a Gauge R&R
study on each CTQ, and develop a baseline for each
CTQ.
Operationally Define the CTQs
First, team members operationally define durability
and functionality by establishing criteria for durability
and functionality, developing a test for each set of
criteria, and formulating a decision rule for each
criterion. The operational definitions for durability and
functionality are shown below.
Figure 3. The SIPOC analysis.
Rasis, Gitlow, and Popovich136

Operational Definition for Critical-to-Quality 1:
Durability
Criteria for a selected MSD can be seen in Fig. 5.
Test for a selected MSD.
1. Select the “top-front” box of MSDs on the shelf
in the inventory room.
2. Close your eyes, then open the box of MSDs,
then haphazardly select one intact MSD. No
switching is allowed.
3. Utilize the criteria for the selected MSD
4. Count the number of bends until breaking
Decision for a selected MSD
If the number of bends is $ 4, then MSD is conforming.
If the number of bends is , 4, then MSD is defective.
Operational Definition for CTQ 2: Functionality
Criteria for a box of MSDs:
Count the number of “broken” clips. A clip is broken
if it is in two pieces, regardless of the relative sizes
of the pieces. Clips can be broken only into two
pieces.
Test for a box of MSDs:
Select the “top-front” box of MSDs on the shelf in the
inventory room.
Count the number of broken clips.
Decision for a box of MSDs.
If the number of MSDs that are broken is # 5, then the
box of MSDs is conforming.
Figure 4. Purchasing flowchart.
Table 10
Voice of the Customer Questionnaire
Questions
What emotions come to mind when you think about MSDs?
What needs and wants come to mind when you think about
MSDs?
What complaints or problems would you like to mention about
MSDs?
Note: These questions do not consider the opinions, feelings, and
attitudes of the upstream, downstream, and external customers of the
PSD.
Six Sigma Case Study. I 137

If the number of MSDs that are broken is . 5, then the
box of MSDs is defective.
The same box of MSDs is used for both operational
definitions.
Perform a Gauge R&R Study on Each CTQ
Second, team members conduct an attribute Gauge
R&R study on the measurement system of each CTQ to
determine if it is adequate for the needs of the project.
The measurement of durability requires a destructive
test; hence, a simple Gauge R&R study was not done for
durability at this time. In the near future, an operational
definition of the testing process for durability will be
established and testing will be audited to assure
consistency. The measurement system for functionality
is studied using the following sampling plan.
1. A shelf in the storage area contains boxes of
MSDs purchased throughout the week. There are
different types of MSD boxes in the storage area
(different vendors, sizes, etc.).
2. The Gauge R&R study required 2 inspectors to
sample the same 10 boxes of MSDs twice.
3. The top 10 boxes on the front of the shelf were
selected for the Gauge R&R study.
Table 11
Analysis Table for Voice of the Customer Data
1: Selected
Market
Segment 2: Raw “Voice of the Customer” Data
3: Affinity
Diagram Theme
(Focus Point)
4: Driving Issue
(Cognitive Issue) 5: CTQ
6: Tech
Specs
Paper organiz-
ing managers
Variation in
durability 1
Durability Ability to withstand
bending
$ 4 bends without
breaking
“My employees are frustrated about the MSDs.
They complain that they break too fast.” 1 and 2
Variation in
color 2
Color The number of
different MSD colors
¼1 color of MSDs
“My employees are complaining that the MSDs are
not holding up during the organizing process.” 1
Variation in
functionality 3
Functionality The number of
broken MSDs
in a box
# 5 broken MSDs in
a box
“The employees are also complaining that the color
of the MSDs changes from one day to the next. It
seems to be confusing them.” 2
“My employees are very unhappy with the purple
and blue MSDs. They would prefer only one
color of MSDs be used consistently.” 2
“My employees say that more than 5 MSDs per box
arrive broken.” 3
“I’ve heard from numerous employees that the
MSDs coming straight from inventory are
already broken.” 3
.
.
.
Hourly
employees
“The MSDs are falling apart before we are ready to
file the papers in to binders. An MSD should be
able to take at least 4 bends.” 1
“The MSDs aren’t helping us to do our work
efficiently.” 1 and 2
“I would prefer if we only used one color of
MSDs.” 2
“I don’t understand why we use different colors of
MSDs.” 2
“The MSDs just break when trying to bend them
over the paper stacks. They should take at least 4
bends.” 1
“It is very frustrating when you open a brand new
box of MSDs and find that more than 5 of the
clips are already broken.” 3
“It is very time consuming to sift out the broken
MSDs from a brand new box coming straight
from inventory.” 3
Rasis, Gitlow, and Popovich138

4. The study is repeated as is deemed necessary by
PSD management.
Two PSD managers have the responsibility of
inspecting the MSDs for functionality; they are called
Inspector 1 (Tom) and Inspector 2 (Jerry). Both Tom and
Jerry counted the number of defective MSDs, twice, in
random order. The functionality data are shown in
Table 17, but not in random order.
A Gauge Run chart shows that there is no variation
within inspectors or between inspectors, see Fig. 6. All
the variation is between the 10 boxes of MSDs. Hence,
the measurement system is acceptable to measure
functionality.
Table 12
Kano Questionnaire for MSDs
CTQs
How Would you
Feel if the Following
CTQ Were Present
in the Product?
How Would you Feel
if the CTQ Were
Not Present in
the Product?
What Percentage Cost
Increase, Over Current
Costs, Would you
be Willing
to Pay for This CTQ? (%)
Ability to withstand $ 4 bends Delighted [ ] Delighted [ ] 0
Expect it and like it [ ] Expect it and like it [ ] 10
No feeling [ ] No feeling [ ] 20
Live with it [ ] Live with it [ ] 30
Do not like it [ ] Do not like it [ ] 40 or more
Other [ ] Other [ ]
¼ One color of MSDs Delighted [ ] Delighted [ ] 0
Expect it and like it [ ] Expect it and like it [ ] 10
No feeling [ ] No feeling [ ] 20
Live with it [ ] Live with it [ ] 30
Do not like it [ ] Do not like it [ ] 40 or more
Other [ ] Other [ ]
# 5 broken MSDs in a box Delighted [ ] Delighted [ ] 0
Expect it and like it [ ] Expect it and like it [ ] 10
No feeling [ ] No feeling [ ] 20
Live with it [ ] Live with it [ ] 30
Do not like it [ ] Do not like it [ ] 40 or more
Other [ ] Other [ ]
Table 13
Classification Table for Responses to a Kano Questionnaire
Not Present Question Response (see column 3 in Table 12)
Present Question
Response (see column
2 in Table 12) Delighted
Expect it and
Like It
No
Feeling
Live
With It
Do Not
Like It
Delighted Q A A A O
Expect it and like it R I I I M
No feeling R I I I M
Live with it R I I I M
Do not like it R R R R Q
Six Sigma Case Study. I 139

Table 14
Kano Questionnaire for MSDs
CTQs
How Would You Feel if the Following
CTQ Were Present in the Product?
How Would You Feel if the CTQ
Were Not Present in the Product?
Durability: Ability to
withstand $ 4 bends
Delighted [X] Delighted [ ]
Expect it and like it [ ] Expect it and like it [ ]
No feeling [ ] No feeling [X]
Live with it [ ] Live with it [ ]
Do not like it [ ] Do not like it [ ]
Other [ ] Other [ ]
Table 15
Tabulated Responses to Kano Questionnaire
CTQs Kano Quality Category Kano Cost Category
Durability: ability to withstand 4 or more bends M ¼ 80; O ¼ 20 0% ¼ 100
Color: only 1 color per box M ¼ 35; O ¼ 15; I ¼ 50 0% ¼ 100
Functionality: less than or equal to 5 broken MSDs in a box M ¼ 10; O ¼ 90 0% ¼ 100
Table 16
Definition of CTQs
CTQ
Definition
of Unit
Definition of
Opportunity for
Defect
Definition of
Defect Kano Category
Durability: ability
to withstand bending
MSD MSD Break , 4
bends
Must-Be: fundamental to the delivery of the most
basic level of customer satisfaction
Color: number of
different MSD
colors
1 box of
MSDs
MSD MSD colors in
one box . 1
Indifferent: far less critical than durability to
paper shufflers
Functionality: number
of broken MSDs
in a box
1 box of
MSDs
MSD Broken MSDs
in one box
. 5
One-Way: improving the number of functional
MSDs in a box will improve employee
satisfaction in a linear fashion
Figure 5. Criteria for number of bends of an MSD.
Rasis, Gitlow, and Popovich140

Develop a Baseline for Each CTQ
Third, team members conduct a study (as part of
routine business) to determine the baseline capability for
each CTQ. At the beginning of each hour, one box of
MSDs is selected from the storage area. The procedure
for selecting a box of MSDs is simply to select the top-
front most box on the shelf. The selection process was
not altered during a sampling period of two 8-hour shifts.
Baseline capability data are shown in Table 18.
The yields for durability and functionality are both
0.375 as determined by the number of tests out of 16
trials shown in Table 18 that met their respective CTQs
(i.e., at least 4 bends for durability, no more than 5
broken MSDs per box for functionality). This indicates
very poor levels of durability and functionality for the
MSDs received into the PSD and supports the initial
yield estimates of 40.0, or 60% defective MSDs (see
Table 4).
An individuals and moving range (I-MR) chart for the
durability baseline data indicates that the variability of
“durability” is not stable over time, see the bottom panel
of Fig. 7. An investigation of the range between the
eighth and ninth MSDs did not reveal any obvious
special cause of variation that could be used to improve
the durability of MSDs.
The I-MR chart assumes approximate normality of the
CTQ (durability). The durability data are not normally
distributed, see Fig. 8.
Hence, use of the durability I-MR chart is not advised
at this time. However, the distribution of durability may
approximate a Poisson distribution. Consequently, team
members constructed a c-chart for the “count of bends”
before each MSD breaks, see Fig. 9. (Note: If the
“durability” was measured using a continuous measure-
Table 17
Gauge R&R Data for Functionality
Box Inspector Count Functionality
111 10
112 10
121 10
122 10
211 9
212 9
221 9
222 9
311 5
312 5
321 5
322 5
411 4
412 4
421 4
422 4
511 5
512 5
521 5
522 5
611 9
612 9
621 9
622 9
711 6
712 6
721 6
722 6
811 6
812 6
821 6
822 6
911 9
912 9
921 9
922 9
10 1 1 11
10 1 2 11
10 2 1 11
10 2 2 11
Table 18
Baseline Capability Data
Hour Durability Functionality
Shift 1—Hour 1 5 12
Shift 1—Hour 2 7 4
Shift 1—Hour 3 3 8
Shift 1—Hour 4 2 6
Shift 1—Hour 5 9 1
Shift 1—Hour 6 2 5
Shift 1—Hour 7 1 11
Shift 1—Hour 8 1 9
Shift 2—Hour 1 12 6
Shift 2—Hour 2 9 6
Shift 2—Hour 3 3 9
Shift 2—Hour 4 1 5
Shift 2—Hour 5 1 4
Shift 2—Hour 6 1 5
Shift 2—Hour 7 1 9
Shift 2—Hour 8 4 10
Yield 6=16 ¼ 0:375 6=16 ¼ 0: 375
Six Sigma Case Study. I 141
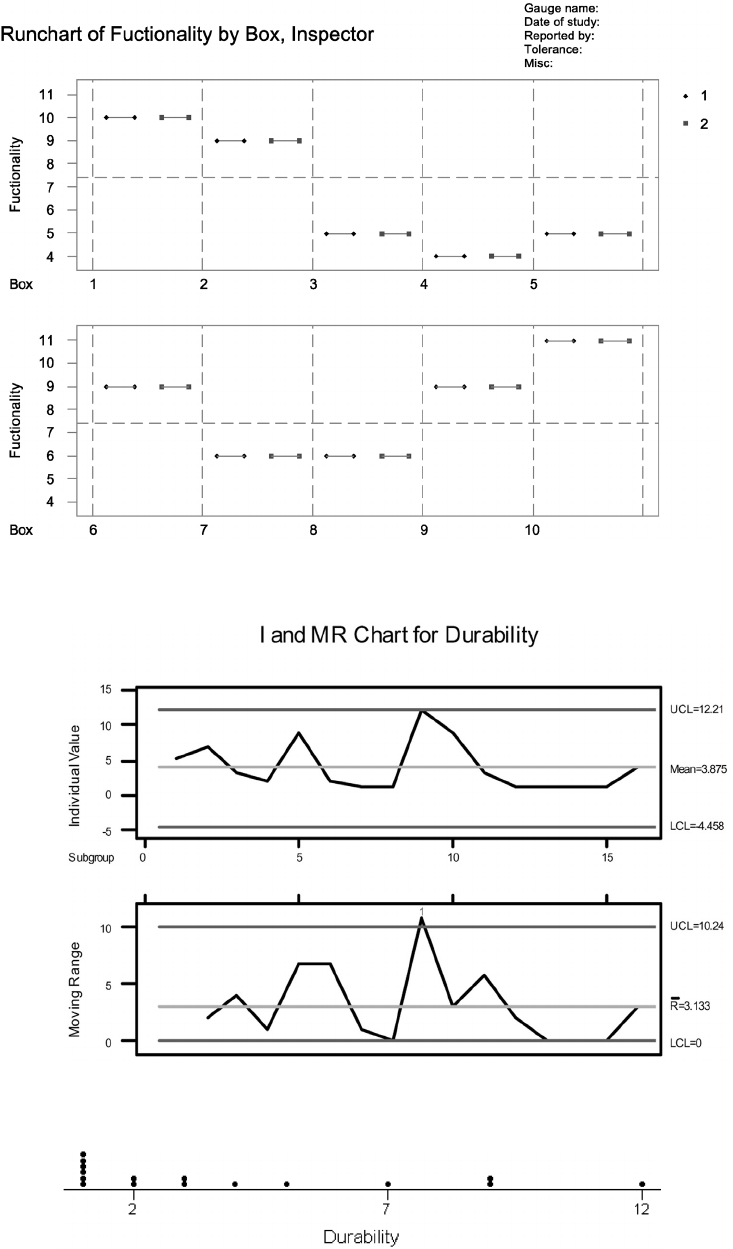
Figure 6. Gauge run chart for functionality (functionality is the number of defective MSDs in a box).
Figure 8. Dot plot of baseline durability data.
Figure 7. Individuals and moving range chart for baseline durability data.

ment system allowing fractional number of bends before
breaking, then a log or similar transformation of the
distribution may be appropriate before using an
Individuals-Moving Range charting procedure.). Figure
9 indicated a possible special cause during Shift 2—Hour
1 when 12 bends were observed for the durability test.
Further investigation and notes related to the test did not
reveal any obvious differences between the MSD tested
and the others, although during the first hour the tester
indicated that he may have bent the MSD slower than
usual during the test which may have caused less stress
and consequently more bends.
A c-chart for “functionality” (see Fig. 10) indicates
that is stable over time.
Figure 9. The c-chart for durability.
Figure 10. The c-chart for functionality baseline data.
Six Sigma Case Study. I 143

The functionality data appear to be approximately
Poisson distributed (due to a Goodness of Fit test), see
Fig. 11.
Hence, use of the functionality c-chart is acceptable at
this time. Finally, team members estimated the current
process performance for each CTQ in Table 19.
Notice the desired 100-fold improvement shown in
the DPMO columns (Current ¼ 625; 000 and
Desired ¼ 6; 210). This is consistent with the goals
stated in question 5 of the Define Phase of the DMAIC
model.
CONCLUSION
The Define Phase of the Six Sigma project has been
completed. The business case has been clearly
articulated, the SIPOC analysis has been completed,
the “Voice of the Customer” has been collected and
analyzed, and the initial project charter created by the
Champion and Process Owner has been refined.
Additionally, the Measure Phase has been completed.
The CTQs have been operationally defined, Gauge R&R
studies have been performed on the CTQs, and baseline
data have been collected for the CTQs. This concludes
the first part of a Six Sigma Green Belt project.
Those interested in a challenging learning experience
may try to complete this case study on their own. The rest
of the case study is presented in “POI: A Fictitious Six
Sigma Green Belt Case Study—Part 2,” which will
appear in the next issue of Quality Engineering.That
article will present the Analyze, Improve, and Control
phases of the DMAIC method for this case study.
ABOUT THE AUTHORS
Ms. Dana Rasis is a Business Planner with Agilent
Technologies in Fort Collins, Colorado. She received her
M.B.A. from the University of Miami (2001) and B.A.
from the University of Missouri (1996). Ms. Rasis is a
member of the American Society for Quality.
Dr. Howard S. Gitlow is Executive Director of the
Institute for the Study of Quality, Professor of Manage-
ment Science, and Six Sigma Master Black Belt, at the
University of Miami, Coral Gables, Florida. He received
his Ph.D. (1974), M.B.A. (1972), and B.S. in Statistics
(1969) from New York University. His areas of
specialization are the management theories of quality
science and statistical quality control. Dr. Gitlow is a
senior member of the American Society for Quality and a
member of the American Statistical Association. He has
consulted on quality, productivity, and related matters
with many organizations, including several Fortune 500
companies. Dr. Gitlow has co-authored eight books and
over 45 academic articles in the areas of quality,
Table 19
Current Process Performance for CTQs
Yield
Defects Per Million
Opportunities Process Sigma
CTQs Current (%) Desired (%) Current Desired Current Desired
Durability 37.50 99.38 625,000 6,210 , 1.2 4.0
Functionality 37.50 99.38 625,000 6,210 , 1.2 4.0
Figure 11. Dot plot for functionality baseline data.
Rasis, Gitlow, and Popovich144
statistics, management, and marketing. While at the
University of Miami, Dr. Gitlow has received awards for
Outstanding Teaching, Outstanding Writing, and Out-
standing Published Research Articles.
Dr. Edward Popovich is President of Sterling
Enterprises International, Inc., a firm that provides
consulting and training services. Previously, he worked
for Harris Corporation promoting Dr. Deming’s manage-
ment principles, Process Management International
consulting with the board of Jaguar Cars Limited on
Dr. Deming’s teachings, and Motorola Corporation
where he was one of the creators of Six Sigma. Dr.
Popovich often represented Motorola as a keynote
speaker on Six Sigma. Dr. Popovich earned his Ph.D. in
Statistics (1983) and his Master’s degree (1979) and his
B. S. in Mathematics (1977) at the University of Florida.
He has taught at the University of Florida, University of
Central Florida, Florida Atlantic University, and Nova
Southeastern University, and has guest lectured at
several other universities.
REFERENCES
1. Breyfogle, F. Implementing Six Sigma: Smarter Solutions
Using Statistical Methods; Wiley and Sons: New York,
NY, 1999.
2. Gitlow, H. Innovation on Demand. Qual. Eng. 1998– 1999,
11 (1), 79– 89.
3. Gitlow, H.; Oppenheim, A.; Oppenheim, R. Quality
Management: Tools and Methods for Improvement, 2nd
Ed. Irwin: Burr Ridge, IL, 1995.
4. Gitlow, H.; Process Management International. Planning
for Quality, Productivity, and Competitive Position;
Business One Irwin: Homewood, IL, 1990; 83–89.
Six Sigma Case Study. I 145


Copyright of Quality Engineering is the property of Taylor & Francis Ltd and its content may not be copied or
emailed to multiple sites or posted to a listserv without the copyright holder's express written permission.
However, users may print, download, or email articles for individual use.
